


 熱轉印碳帶水蜜桃一区二区三区
熱轉印碳帶水蜜桃一区二区三区 太陽膜水蜜桃一区二区三区
太陽膜水蜜桃一区二区三区 條碼碳帶水蜜桃一区二区三区
條碼碳帶水蜜桃一区二区三区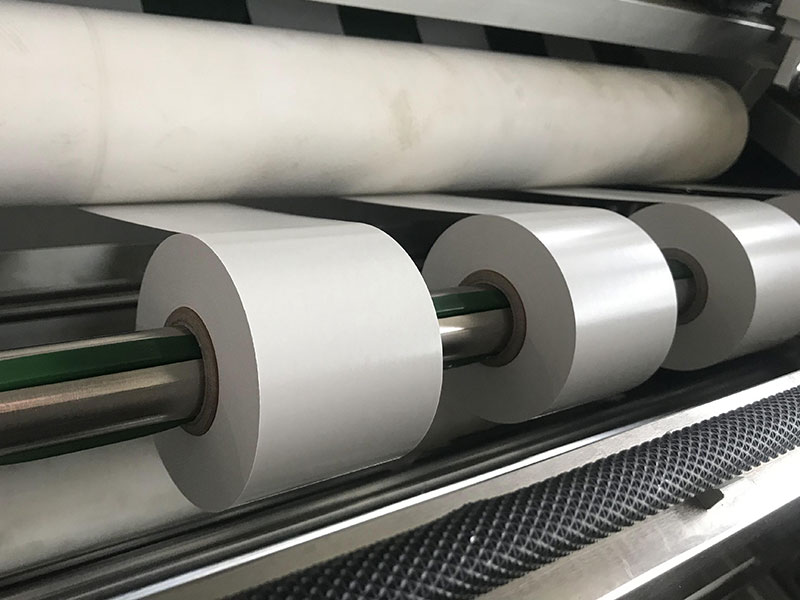 單麵膠水蜜桃一区二区三区
單麵膠水蜜桃一区二区三区 修正帶水蜜桃一区二区三区
修正帶水蜜桃一区二区三区 不幹膠標簽水蜜桃一区二区三区
不幹膠標簽水蜜桃一区二区三区服務熱線
180-5003-0233
優化水蜜桃一区二区三区與複卷機的聯動生產線布局,核心目標是:實現物料流動無縫化、生產效率最大化、操作人性化、以及維護便捷化。一個優秀的布局能顯著減少換卷停機時間、降低物料損耗、提升產品質量和操作安全性。
以下是優化布局的詳細策略和考慮因素:
一、 核心原則
1. 流程順暢(Flow Efficiency):確保原蜜桃APP免费观看(母卷)到成品(分切卷)的路徑是直線或平滑的曲線,避免不必要的轉向、提升或等待。
2. 人機工程學(Ergonomics):為操作員提供安全、舒適的工作環境,方便他們進行上下料、監控、調整和維護。
3. 靈活性(Flexibility):布局應能適應不同幅寬、直徑和材質的母卷與成品卷,方便快速更換產品規格。
4. 安全性(Safety):必須充分考慮設備運動部件、電氣危險區域以及物料搬運的安全隔離和防護。
5. 可維護性(Maintainability): 為設備留出足夠的維護空間,方便進行日常保養和故障排查。

二、 關鍵區域布局優化策略
一條典型的分切-複卷聯動線主要包含以下區域:
1. 放卷區 (Unwinding Area)
• 布局要點:
◦ 位置:生產線最上遊,通常與水蜜桃一区二区三区保持一定距離,為操作員留出足夠的空間進行母卷吊裝和準備。
◦ 設備選擇:采用雙工位回轉式放卷架。當一個工位在生產時,另一個工位可進行下一個母卷的準備(穿紙、上卷),實現不停機換卷,這是提升效率的關鍵。
◦ 空間規劃:旁邊需預留空地用於存放待生產的母卷,最好有叉車或行車的通道。考慮使用液壓升降台輔助上卷,減少吊裝難度和危險性。
2. 連接與牽引區 (Web Handling & guiding system)
• 布局要點:
◦ 路徑設計:從放卷機到水蜜桃一区二区三区的蜜桃APP免费观看路徑應盡可能短且水平。過多的導輥會增加張力波動和劃傷風險。
◦ 輔助設備集成:在此區域合理布置 糾偏裝置(EPC)、張力檢測輥、靜電消除器、預處理單元(如等離子處理)等。這些設備應安裝在堅固的基座上,並便於技術人員調整和檢修。
◦ 安全防護:所有運動的導輥和皮帶都必須安裝防護罩。
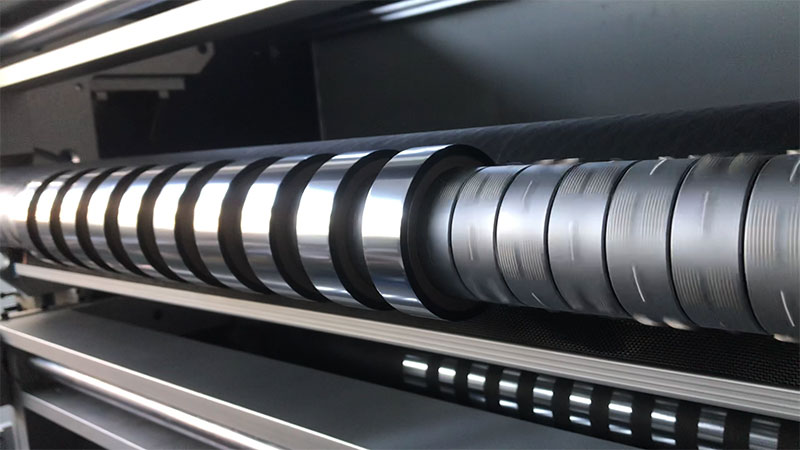
3. 分切區 (Slitting Zone)
• 布局要點:
◦ 中心位置:水蜜桃一区二区三区是生產線的核心,其位置決定了前後區域的布局。
◦ 操作空間:水蜜桃一区二区三区前後及兩側必須留有充足空間,方便操作員更換刀片(圓刀或直刀)、清理廢料、調整刀座位置。兩側通道寬度至少不低於1米。
◦ 廢料處理:如果是刀片分切產生的廢邊,需在水蜜桃一区二区三区下方或側麵設計廢料抽吸係統的接口,將廢料直接吸入集塵器,保持環境清潔,避免廢料纏繞設備。
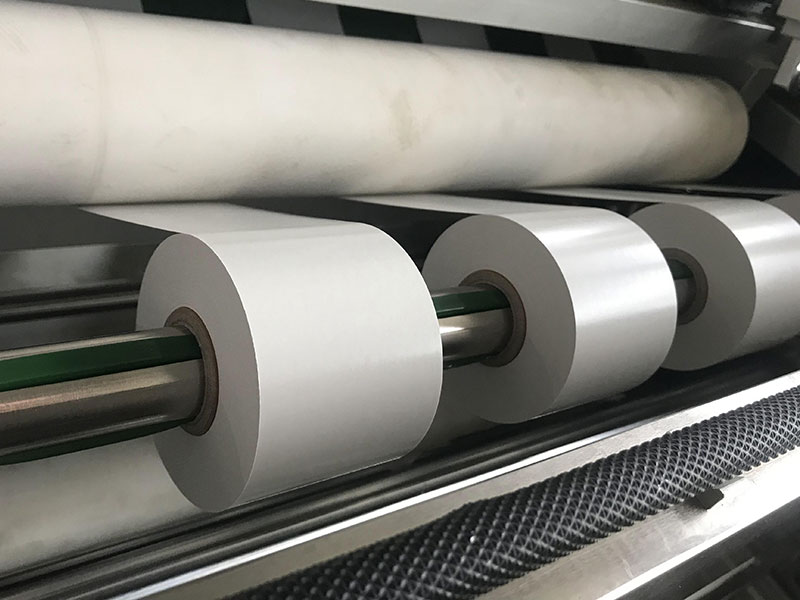
4. 複卷區 (Rewinding Area)
• 布局要點:
◦ 緊密對接:複卷機應盡可能靠近水蜜桃一区二区三区出口,以減少分切後蜜桃APP免费观看的懸空段,防止薄膜、薄紙等蜜桃APP免费观看抖動或飄動,影響收卷質量。
◦ 收卷方式:采用雙工位表麵收卷或中心收卷機。同樣,雙工位設計允許在不停機的情況下卸下成品卷並安裝新的紙管。
◦ 卸卷區域:複卷機後方需規劃出足夠的區域用於卸卷、稱重、貼標和臨時存放。可以考慮集成自動卸卷小車(AWC)和滾筒輸送線,將成品卷自動輸送至下一區域,極大減輕勞動強度。
5. 成品處理區 (Finished Product Handling)
• 布局優化:
◦ 流水線化:成品卷從複卷機卸下後,通過滾筒輸送線、AGV小車或叉車通道,流暢地運送到包裝區、檢驗區或倉庫。
◦ 功能分區:明確劃分包裝、檢驗和暫存區域,避免交叉作業造成的混亂和效率低下。

三、 三種常見的布局模式及選擇
根據車間的形狀和空間大小,可以選擇不同的布局模式:
1. 直線型布局 (Linear Layout)
◦ 描述:放卷、分切、複卷、成品處理在一條直線上依次排開。
◦ 優點:流程最簡單、清晰,物料流動順暢,易於擴展。
◦ 缺點:所需廠房長度最長。
◦ 適用:空間充足的長方形廠房,是最常見和高效的布局。
2. L型布局 (L-Shaped Layout)
◦ 描述:生產線在某個環節(通常在複卷後)進行90度轉彎。
◦ 優點:能更好地利用空間,尤其適合近似正方形的廠房。可以將噪音較大的分切區與 quieter的包裝區分開。
◦ 缺點:物料流存在轉向,需要精心設計轉彎處的導輥係統。
◦ 適用:空間受限或需要功能分區的車間。
3. U型布局 (U-Shaped Layout)
◦ 描述:放卷區和成品處理區位於同一側,形成U形。
◦ 優點:極大減少了物料搬運距離,方便同一組操作員兼顧上下料,節省人力。
◦ 缺點:布局相對緊湊,設備維護空間可能受限。
◦ 適用:自動化程度高、追求精益生產、人員精簡的車間。
四、 自動化與智能化的集成
現代優化布局離不開自動化:
• 自動導引車(AGV):用於母卷和成品卷的自動運輸。
• 自動換卷係統:實現放卷和複卷端的全自動對接和切換。
• 集中控製係統:在中央控製室監控整線張力、速度、糾偏等參數,實現一鍵式操作和配方管理。
• 數據采集與監控係統(SCADA/MES):收集生產數據(米數、廢品率、停機時間),用於分析和持續優化。
總結:優化 checklist
在規劃或改造您的流水線時,請逐一核對以下問題:
• 流程是否連續? 能否實現不停機換卷?
• 空間是否充足? 是否為操作、維護、物料存放留出了足夠空間?
• 路徑是否最短? 蜜桃APP免费观看從放卷到複卷的路徑是否盡可能直接?
• 安全是否到位? 所有危險點是否有防護?緊急停止按鈕是否觸手可及?
• 物流是否順暢? 母卷和成品卷的進出是否方便,會不會交叉幹擾?
• 未來是否可擴展? 布局是否允許未來增加新設備或新技術?
最終,最理想的布局是基於您的具體產品、產量目標、廠房條件和投資預算的綜合決策。建議在最終確定方案前,與設備供應商和經驗豐富的生產線規劃師進行深入溝通,甚至利用3D建模軟件進行模擬仿真,以達到最佳效果。


