 電容器薄膜水蜜桃一区二区三区
電容器薄膜水蜜桃一区二区三区 電容膜水蜜桃一区二区三区
電容膜水蜜桃一区二区三区 新能源超薄膜水蜜桃一区二区三区
新能源超薄膜水蜜桃一区二区三区 pet薄膜水蜜桃一区二区三区
pet薄膜水蜜桃一区二区三区 離型膜水蜜桃一区二区三区
離型膜水蜜桃一区二区三区 塑料薄膜水蜜桃一区二区三区
塑料薄膜水蜜桃一区二区三区服務熱線
180-5003-0233
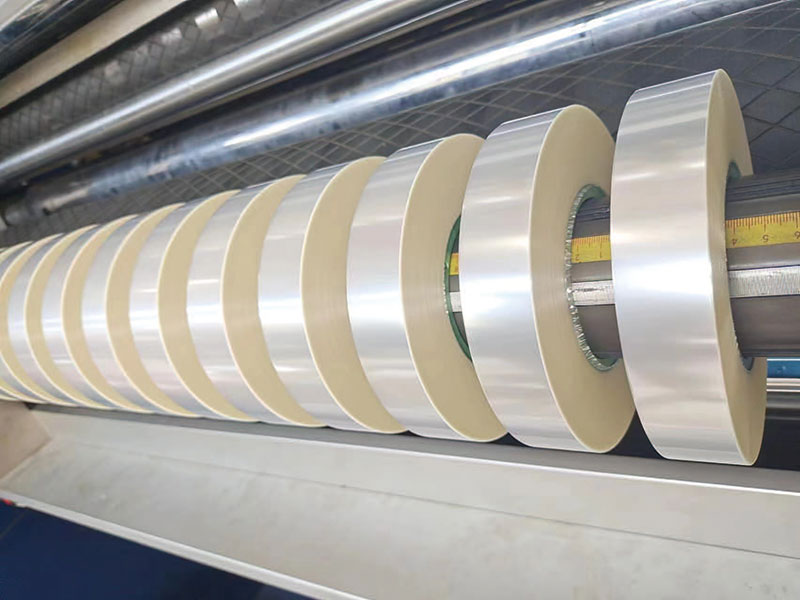
在PET薄膜分切生產中,換單環節往往是影響整體效率的關鍵瓶頸。很多操作工一提到“換單”就頭疼——停機時間長、調刀反複試切、蜜桃APP免费观看浪費嚴重……如果你也有同感,下麵這些實戰技巧值得認真看完。
一、為什麽你的換單比別人慢?
先對照自查一下,常見低效換單的表現:
• 停機後才開始找下一單的工藝參數,全員等著你翻記錄
• 每次調刀都要試切3-4次才能達到寬度合格
• 卸料、上料、清潔、調刀全是串行操作,一個人幹完下一個才能動
• 換單後發現規格不對,返工重來
如果不解決這些問題,一個換單花30-40分鍾甚至更久,一天換4-5次單,半天時間就沒了。

二、提前準備:換單前的15分鍾能省下30分鍾
高效換單的核心是 “停機前把能做的事全部做完”。
1. 工藝參數提前就位
在上一單還剩最後20-30分鍾時,操作工就應該:
• 拿到下一單的寬度、厚度、收卷長度、張力要求
• 將參數提前輸入水蜜桃一区二区三区控製係統(多數設備支持預存工藝號)
• 準備好對應的刀片、間隔環、紙芯、膠帶
2. 物料預擺放
把下一單要用的母卷用行車提前吊運到水蜜桃一区二区三区旁的就位區,紙芯按規格分類放在上料架旁邊。別小看這一步——很多人換單時間裏有5-10分鍾是在“找東西”。
3. 工具定點管理
在水蜜桃一区二区三区操作台旁固定位置放置:
• 專用扳手(每台機器一套)
• 備用刀片和間隔環收納盒
• 卷尺、卡尺、手電筒
• 清潔用的氣槍、抹布
關鍵原則:30秒內必須能拿到任何常用工具。
三、換單操作:把串行變並行
停機後的換單動作,優秀班組和普通班組的最大區別在於任務分解。
以一個三人操作組為例:
| 時間節點 | 操作工A | 操作工B | 操作工C |
| 0-1分鍾 | 停機、切斷薄膜 | 記錄上一單尾卷米數 | 準備新紙芯、膠帶 |
| 1-4分鍾 | 卸下成品卷、稱重貼標 | 鬆開舊刀軸、拆刀 | 清潔輥麵、檢查壓輥 |
| 4-7分鍾 | 將新母卷吊裝上料臂 | 按新規格裝刀、調間距 | 穿膜、貼接膜膠帶 |
| 7-9分鍾 | 複核刀距、首檢確認 | 設備複位、參數確認 | 清理廢邊、回收料 |
| 9-12分鍾 | 啟動低速運行 | 觀察收卷端麵質量 | 切割接膜、正常提速 |
並行作業能讓換單時間從30分鍾壓縮到12分鍾以內。
四、快速調刀:告別反複試切
調刀占換單時間的40%以上。這裏有幾個硬核技巧:
1. 刀架定位法
在刀軸上預先標刻常用寬度刻度線(例如500mm、800mm、1000mm),換單時直接用刀架對齊刻度線,首刀精度可控製在±1mm以內,一次試切即過。
2. 間隔環標準套裝
根據工廠常用規格,提前配好3-5組標準間隔環組合(用不同顏色標識寬度),換單時直接整體更換,不用一片一片算厚度。比如:
• 藍色套裝 = 800mm
• 紅色套裝 = 1000mm
• 黃色套裝 = 1200mm
3. 首檢“三刀法”
試切時不必切一整卷:
• 第一刀:切100米,檢查左右寬度
• 第二刀:切200米,檢查端麵整齊度
• 第三刀:切500米,確認無異常後連續生產
比切一整卷再發現問題,至少節省5-8分鍾。

五、減少換單頻率本身也是效率
如果換單頻繁是因為訂單多而亂,可以考慮:
• 同寬度訂單合並生產:將一周內寬度相同的訂單排在一起,一次調刀幹到底
• 預留庫存策略:常用規格預留少量庫存,把緊急散單集中到固定換單時段處理
• 換單記錄表:每天記錄換單起止時間、原因、異常,每周分析一次,找出重複問題
很多工廠做過統計:換單效率提升50%,不是靠更快的動作,而是靠更少的無效移動和等待。
六、安全永遠是效率的前提
最後提醒一句:再趕時間,以下動作不能省:
• 停機後必須按下急停開關並掛檢修牌
• 換刀時必須戴防切割手套
• 穿膜時手指遠離刀口和壓輥夾點
• 吊運母卷時確認吊具鎖緊
一次工傷事故帶來的停機損失,夠你省下一年的換單時間。
寫在最後
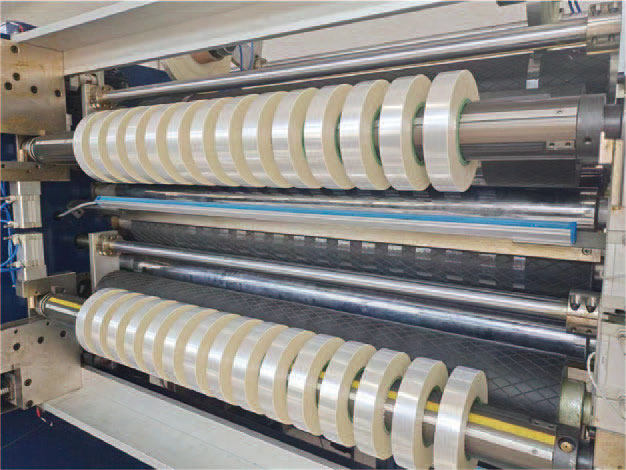
PET薄膜水蜜桃一区二区三区的換單效率,本質上是準備能力、團隊分工、工具管理的綜合體現。上麵這些技巧不需要額外投資設備,隻要操作工和班組堅持執行,一周內就能看到變化。
你工廠現在換一個單平均要多久?歡迎在評論區留言交流。如果覺得有用,轉給你的搭檔一起看——一個人快不算快,整個班組合拍才是真效率。


