 電容器薄膜水蜜桃一区二区三区
電容器薄膜水蜜桃一区二区三区 電容膜水蜜桃一区二区三区
電容膜水蜜桃一区二区三区 新能源超薄膜水蜜桃一区二区三区
新能源超薄膜水蜜桃一区二区三区 pet薄膜水蜜桃一区二区三区
pet薄膜水蜜桃一区二区三区 離型膜水蜜桃一区二区三区
離型膜水蜜桃一区二区三区 塑料薄膜水蜜桃一区二区三区
塑料薄膜水蜜桃一区二区三区服務熱線
180-5003-0233
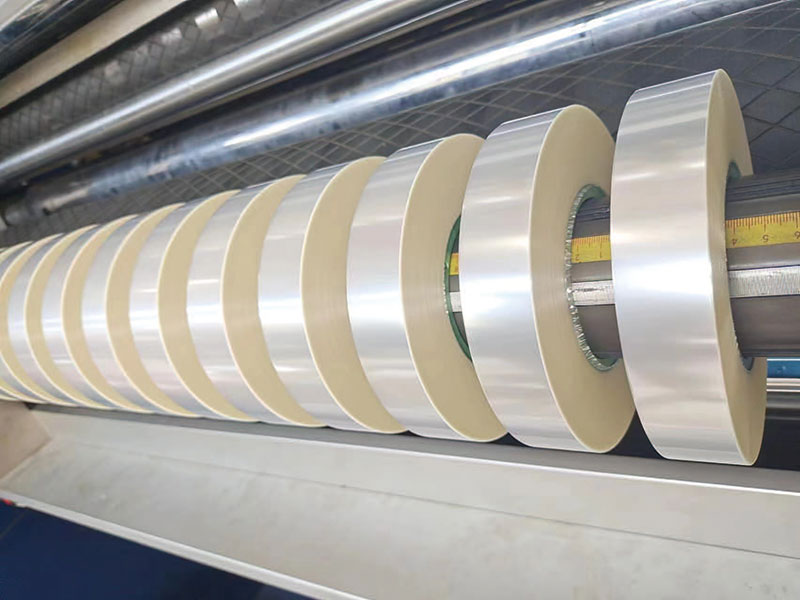
在PET薄膜的分切加工過程中,收卷褶皺是最常見也最令人頭疼的質量問題之一。一旦出現褶皺,不僅影響產品外觀,還可能導致下遊客戶無法正常使用,直接造成經濟損失。
很多操作人員在遇到褶皺問題時,第一反應是懷疑設備本身出了故障,急著拆裝維修。但根據多年經驗,絕大多數收卷褶皺並非設備損壞,而是調節不當所致。隻要按順序排查以下4個關鍵調節點,絕大多數問題都能迎刃而解。

第一點:收卷張力——最容易被忽視的“元凶”
PET薄膜對張力變化極為敏感。張力過大,薄膜被過度拉伸,冷卻收縮後產生橫向褶皺;張力過小,膜卷鬆散,收卷過程中膜層之間發生滑移,同樣形成褶皺。
調節建議:
• 檢查當前設定的收卷張力值是否與薄膜厚度、幅寬匹配
• 采用錐度張力控製,即隨著卷徑增大逐漸減小張力,一般錐度設置在30%-50%之間
• 觀察膜卷端麵:如果端麵外凸說明張力偏大,內凹則張力偏小
第二點:壓輥(接觸輥)——平直度的“守門員”
壓輥的作用是讓薄膜平整地貼合在收卷卷芯上。如果壓輥出現以下問題,褶皺幾乎不可避免:
• 壓輥表麵不平整:有凹坑、磨損或膠層脫落
• 壓輥平行度失調:兩端與收卷軸的間隙不一致
• 壓輥壓力不均:左右氣壓或彈簧壓力存在差異
調節建議:
• 用百分表檢查壓輥的圓柱度和徑向跳動,跳動量應控製在0.05mm以內
• 調整壓輥兩端與收卷軸的平行度,確保前後、上下方向均平行
• 檢查左右壓力是否一致,可用壓力測試紙(複印紙法)驗證:在壓輥與收卷軸之間放入紙條,拉動時左右阻力應相同
第三點:展平輥(弧形輥/橡膠展開輥)——褶皺的“熨鬥”
展平輥是主動消除褶皺的核心部件。PET薄膜水蜜桃一区二区三区通常配備弧形展平輥或螺旋展平輥,其調節效果直接決定進入收卷前的薄膜平整度。
調節建議:
• 弧形輥:調節弧弓的彎曲幅度,薄膜越寬、越薄,所需弧度越小,一般調節在5-15mm之間為宜,過大會造成薄膜中部起拱
• 螺旋展平輥:檢查螺旋角度和轉速,確保左右對稱展開
• 位置驗證:展平輥應安裝在距離收卷點最近的位置,中間不應有其他輥筒幹擾
另外,檢查展平輥是否因長期使用而表麵磨損或軸承卡滯,這些都會削弱展平效果。
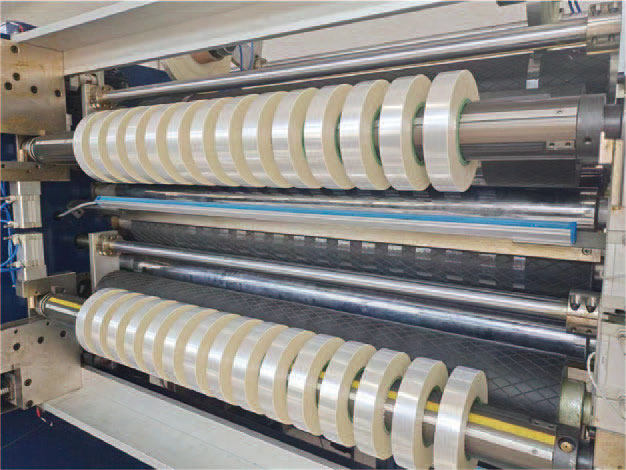
第四點:導向輥(穿膜路徑)——跑偏的“導火索”
薄膜從分切刀到收卷軸之間,需要經過若幹導向輥。任何一根導向輥出現問題,都會破壞薄膜的橫向張力分布,最終在收卷時表現為褶皺。
調節建議:
• 檢查所有導向輥是否平行:使用水平儀或激光對準儀,確保每根輥的軸線相互平行且垂直於薄膜運行方向
• 觀察輥麵是否有異物附著(膠水、灰塵、劃傷),這些局部高點會改變薄膜的張力分布
• 確認導向輥能自由轉動,軸承無卡滯
一個簡單的驗證方法:在設備低速運行時,觀察薄膜在各輥筒上的包覆狀態,若出現一側緊、一側鬆的情況,說明該輥筒存在偏斜。

補充排查:排除“假性故障”
在完成以上4個調節點的檢查後,如果褶皺仍然存在,建議回頭確認以下兩個基礎條件:
1. 膜卷靜電是否過大:PET薄膜易產生靜電,導致膜層吸附不均勻。可嚐試增加靜電消除器或調整其位置。
2. 來料薄膜本身是否存在缺陷:有時褶皺並非水蜜桃一区二区三区的問題,而是上遊製膜工序帶來的原始缺陷。可截取一段薄膜平鋪在光滑台麵上觀察,確認來料平整度。
小結:按順序排查,效率最高
遇到PET薄膜分切收卷褶皺時,切忌盲目動手。建議遵循以下順序:
收卷張力 → 壓輥 → 展平輥 → 導向輥
每檢查一處,做一次試切驗證,切不可同時調整多個參數。多數情況下,問題在第一步或第二步就能解決。如果四步檢查後褶皺仍未消失,再考慮設備本身的結構故障或磨損問題,如收卷軸彎曲、軸承磨損等。
記住:分切是“精細活”,調節比更換零件更考驗技術功底。 掌握這4個調節點,你的PET薄膜分切效率和質量都將邁上一個新台階。


