

 電化鋁水蜜桃一区二区三区
電化鋁水蜜桃一区二区三区 燙金紙水蜜桃一区二区三区
燙金紙水蜜桃一区二区三区 電化鋁燙印箔水蜜桃一区二区三区
電化鋁燙印箔水蜜桃一区二区三区 金箔水蜜桃一区二区三区 RSDS7-1350
金箔水蜜桃一区二区三区 RSDS7-1350 金箔水蜜桃一区二区三区 MINI-750
金箔水蜜桃一区二区三区 MINI-750服務熱線
180-5003-0233
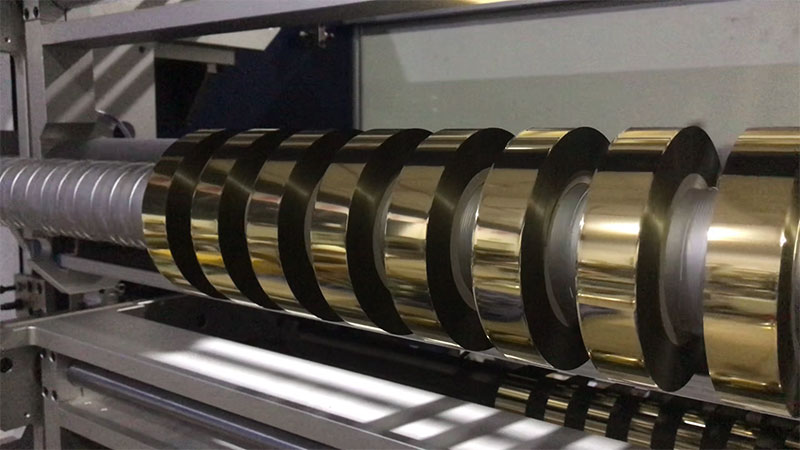
在煙包、酒盒、奢侈品包裝的燙金車間裏,品質經理們最怕看到的場景莫過於此:價值不菲的燙金箔在高速壓印後,圖案邊緣出現了細微的“金粉”拖尾或鋸齒狀缺口。 這種被稱為“飛金”或“毛邊”的缺陷,往往無法歸咎於燙金機的壓力或溫度,其根源深藏在前道工序——燙金箔的分切環節。
“毛刺”問題本質上是機械精度、蜜桃APP免费观看力學與工藝化學的交叉難題。當分切邊緣出現不規則的起毛、拉絲或箔粉脫落時,意味著刀具並非在“切割”箔材,而是在“撕扯”它。要解決這一問題,現代燙金箔水蜜桃一区二区三区必須是一場從“刀尖”到“雲端”的係統性技術革新。

一、 刀鋒革命:從“鈍器擠壓”到“鏡麵剪切”
解決毛刺的第一道關卡在於刀具本身。傳統的普通鋼刀在分切高硬度塗層箔材時,往往堅持不了幾千米就會產生微米級的崩口,變成“鈍器”。當刀片變鈍,它不再切斷PET基膜和塗層,而是依靠拉力將其扯斷,這在物理上必然產生毛刺。
現代高端水蜜桃一区二区三区引入了金剛石塗層刀具或超硬合金刀具,並通過高精度磨床加工,使刃口粗糙度達到 Ra≤0.1μm 的鏡麵級別。這種極致鋒利的刀刃能在不破壞燙金箔多層結構(離型層、著色層、鍍鋁層)的前提下,幹淨利落地將其分離。
此外,刀具幾何參數的匹配至關重要。針對厚度僅12μm-30μm的燙金箔,設備采用20°-30°的小刃角設計,配合上下刀的咬合量形成“剪切式”分切而非“擠壓式”分切,杜絕了因側向力導致的塗層剝離。
二、 極致的穩定性:在微米世界裏“不抖不偏”
即便刀具鋒利,如果分切過程中的機械穩定性不足,毛刺依然會產生。刀軸哪怕是微米級的跳動,都會導致切割壓力忽大忽小,造成局部的“切不斷”或“過切”拉絲。
為此,解決毛刺的設備必須具備極高的靜態和動態剛性:
1. 零間隙刀軸:高端水蜜桃一区二区三区將刀軸跳動量嚴格控製在 0.01mm以內,有的甚至采用氣浮或磁懸浮導軌技術,減少機械摩擦,確保刀片在高速旋轉下軌跡筆直如線。
2. 主動式糾偏:為了應對蜜桃APP免费观看本身的“蛇形”擺動,設備配備EPC(邊緣位置控製) 係統,利用光電傳感器以 ±0.1mm的精度實時追蹤箔材邊緣。一旦蜜桃APP免费观看跑偏,執行機構迅速糾正,確保刀刃始終切在預定的“軌道”上,避免因切割偏移導致的一側毛刺過重。

三、 張力控製:看不見的“無形之手”
很多時候,毛刺並非切出來的,而是“拉” 出來的或 “磨” 出來的。若分切過程中的張力失控,箔帶會發生拉伸變形或劇烈抖動。變形的箔材在經過刀口時,邊緣纖維會被拉伸斷裂,形成毛邊。
解決之道在於閉環控製的大腦:
• 全自動恒張力係統:設備通過浮輥或張力傳感器實時監測箔材受力,並利用PID算法自動調節收放卷扭矩。無論卷徑大小,都能保證箔材以恒定的速度和平整度通過刀口,波動控製在±0.5N以內。
• 多段張力匹配:針對PET基、紙基等不同材質的燙金箔,係統能設置差異化的放卷、牽引和收卷張力(如紙基箔僅需1.0-2.0N/cm²的低張力以防止拉伸),且收卷張力通常比放卷低10%-15%,完美避免因張力突變導致的邊緣褶皺和拉絲。
四、 環境與後處理:消除“看不見的殺手”
有兩個極易被忽視的因素也是毛刺的幫凶:靜電和粉塵。
燙金箔分切時的高速摩擦會產生高壓靜電,靜電不僅會吸附空氣中的灰塵,還會導致切下的微米級箔粉牢牢粘附在切邊上,形成“二次毛刺”。
解決這一問題的有效方案是集成靜電消除係統。通過在刀架附近安裝離子風棒,中和蜜桃APP免费观看表麵的靜電荷,使切屑無法吸附。同時,配合負壓吸塵裝置和接觸式毛刷,將剛剛脫離的粉塵瞬間抽走並過濾。這不僅保證了切邊光潔,也防止了這些粉塵在後續燙金工序中造成燙印麻點。

五、 工藝參數的“微調藝術”
除了硬件,解決毛刺還需要根據蜜桃APP免费观看批次進行靈活的工藝調整。現代水蜜桃一区二区三区通常具備數據化參數庫:
• 速度匹配:分切普通PET箔可達300m/min,但遇到較脆或較厚的特種箔,操作員會適當降低至30-50m/min,防止因速度過快產生熱積累導致塗層軟化拉絲。
• 環境溫控:由於燙金箔對濕度敏感,生產車間通常維持在 23±1℃ 和 45%-55% RH 的恒溫恒濕環境,避免蜜桃APP免费观看因吸濕膨脹或幹燥收縮導致的尺寸變化影響分切精度。
結語
燙金箔分切邊緣的毛刺問題,本質上是一場對精度極限的挑戰。從金剛石刀片的微米級刃口,到磁懸浮導軌的平穩運行,再到AI算法的張力補償,現代水蜜桃一区二区三区通過 “切得利、控得穩、除得淨” 三位一體的解決方案,將毛刺高度成功控製在5μm以內。這不僅保證了燙金圖案邊緣如鏡麵般光滑,更讓生產效率和蜜桃APP免费观看利用率得到了質的飛躍。


