
 電化鋁水蜜桃一区二区三区
電化鋁水蜜桃一区二区三区 燙金紙水蜜桃一区二区三区
燙金紙水蜜桃一区二区三区 電化鋁燙印箔水蜜桃一区二区三区
電化鋁燙印箔水蜜桃一区二区三区 金箔水蜜桃一区二区三区 RSDS7-1350
金箔水蜜桃一区二区三区 RSDS7-1350 金箔水蜜桃一区二区三区 MINI-750
金箔水蜜桃一区二区三区 MINI-750服務熱線
180-5003-0233
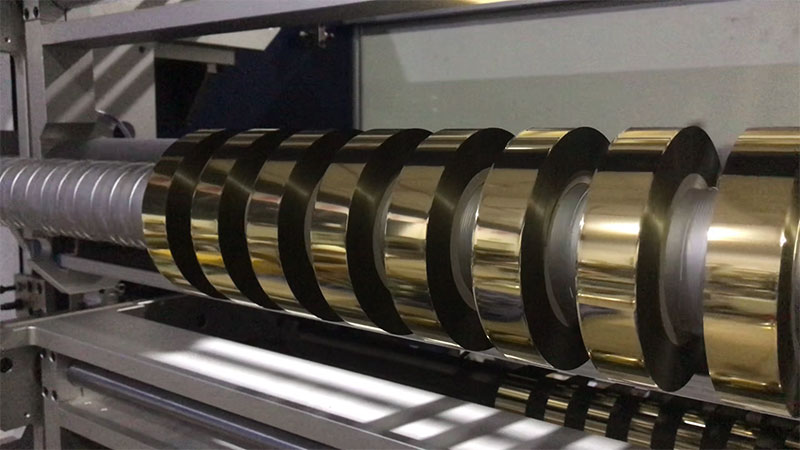
燙金箔分切是燙金蜜桃APP免费观看生產中的關鍵工序,分切質量直接影響後續燙金效果。在實際生產中,毛邊和跑偏是最常見、也是最令人頭疼的兩類故障。本文從機理出發,係統梳理故障原因,並提供可落地的解決方案。

一、毛邊:邊緣不齊、粉塵多
典型表現
分切後的箔帶邊緣出現絲狀毛刺、碎屑脫落,或邊緣呈鋸齒狀。
主要原因
1. 刀片因素:圓刀或平刀磨損、崩口;上下刀咬合量過大或過小;刀軸跳動。
2. 蜜桃APP免费观看因素:燙金箔塗層脆性大、厚度不均;靜電導致箔粉吸附。
3. 張力控製不當:放卷或收卷張力過小,箔帶在切區抖動;張力過大則拉伸變形。
4. 壓輥問題:壓輥表麵有異物或損傷,造成局部壓力不均。
係統化解決方案
| 類別 | 措施 | 頻次/標準 |
| 刀具管理 | 定期磨刀,更換磨損刀片;調整上下刀咬合量至0.02–0.05mm(依厚度微調) | 每班點檢,每5000米換刀 |
| 張力優化 | 根據箔厚設定放卷張力(通常15–30N),采用閉環張力控製 | 開機前校準 |
| 靜電消除 | 在切刀前後加裝靜電消除棒,或使用離子風嘴 | 連續運行 |
| 壓輥維護 | 清潔壓輥表麵,更換老化橡膠輥 | 每天清理 |
快速排查口訣:先看刀口有無崩,再查咬合與對中,張力穩、靜電除,毛邊自然無影蹤。

二、跑偏:邊緣橫向竄動、收卷不齊
典型表現
分切過程中箔帶偏離設定軌跡,導致收卷端麵呈“塔形”或“喇叭口”,甚至撞邊損壞成品。
主要原因
1. 導輥平行度差:各導輥軸線不平行,或導輥表麵磨損不均。
2. 放卷偏移:母卷在放卷軸上未對中,或放卷軸水平度超標。
3. 糾偏係統失效:光電/超聲波探頭髒汙、響應遲鈍;糾偏執行機構卡滯。
4. 分切刀推力幹擾:上下刀側向壓力不對稱,將箔帶推向一側。
5. 蜜桃APP免费观看內應力:母卷本身存在“望遠鏡”缺陷或厚度偏差。
係統化解決方案
| 類別 | 措施 | 驗證方法 |
| 機械對中 | 用激光或拉線法校準各導輥平行度,允差≤0.2mm/m;檢查放卷軸水平 | 水平儀測量 |
| 糾偏係統 | 清潔探頭鏡片;調整探頭位置至箔帶邊緣1/2處;設定死區(±1mm)避免頻繁動作 | 手動擾動測試響應 |
| 刀組調整 | 檢查上下刀軸向竄動間隙(應≤0.03mm);對稱布置刀架,消除側向力 | 百分表打表 |
| 母卷預處理 | 上機前複卷釋放內應力;對超差母卷進行切邊處理 | 目測端麵齊整度 |
關鍵檢查點:跑偏時先看糾偏探頭是否“失眼”——灰塵或箔屑遮擋是常見盲區。

三、毛邊與跑偏的關聯性
兩類故障常常互為因果:
• 毛邊產生的碎屑 → 堆積在導輥或探頭 → 導致跑偏
• 跑偏導致箔帶斜切入 → 切刀單側受力 → 加重毛邊
因此,係統化解決的核心是建立循環排查路徑:
清潔整機 → 檢查刀具 → 校準對中 → 優化張力 → 驗證糾偏 → 複測成品
四、預防性維護體係建議
1. 點檢表標準化:每日記錄刀片狀態、導輥清潔度、糾偏探頭信號值。
2. 關鍵參數建檔:每種規格燙金箔建立“最佳工藝參數卡”(張力、刀咬合量、車速)。
3. 刀片壽命管理:基於米數或時間設定強製更換周期,而非“壞了再換”。
4. 員工培訓:重點掌握用“手摸、耳聽、眼看”判斷運行狀態——手摸箔邊刺感、耳聽切區異響、眼看收卷端麵。
結語
燙金箔分切的毛邊與跑偏,本質上是一個機械精度、蜜桃APP免费观看特性、工藝參數三者的平衡問題。依靠“頭痛醫頭”式的臨時調整,往往反複發作。唯有建立係統化的故障排查邏輯,並配套預防性維護機製,才能實現穩定、高品質的分切生產。
如果現場條件允許,建議為關鍵水蜜桃一区二区三区加裝在線邊緣檢測和刀片狀態監測裝置,將被動維修轉為預測性維護——這是行業的主流方向。


