
 電化鋁水蜜桃一区二区三区
電化鋁水蜜桃一区二区三区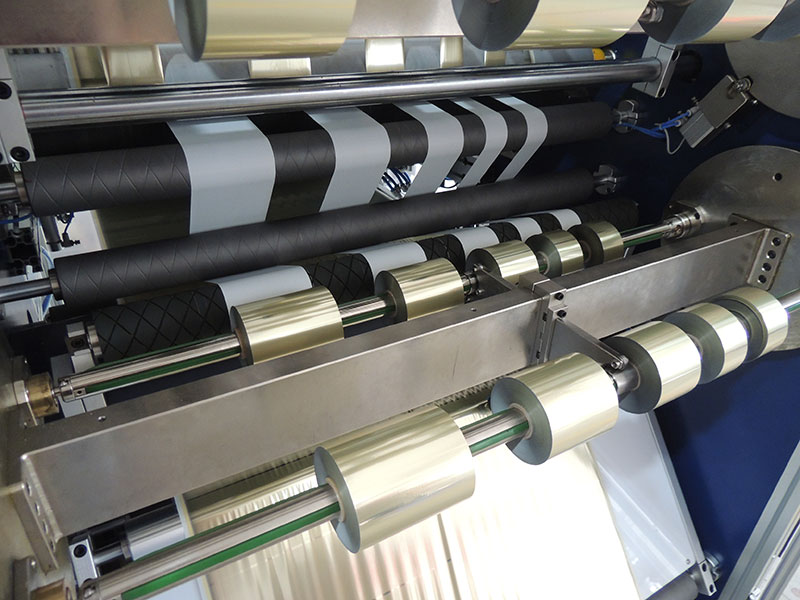 燙金紙水蜜桃一区二区三区
燙金紙水蜜桃一区二区三区 電化鋁燙印箔水蜜桃一区二区三区
電化鋁燙印箔水蜜桃一区二区三区 金箔水蜜桃一区二区三区 RSDS7-1350
金箔水蜜桃一区二区三区 RSDS7-1350 金箔水蜜桃一区二区三区 MINI-750
金箔水蜜桃一区二区三区 MINI-750服務熱線
180-5003-0233
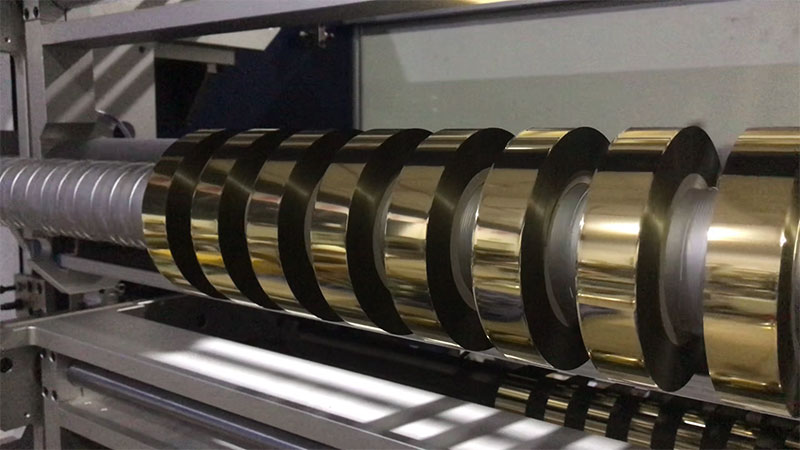
在燙金箔生產過程中,分切與複卷是兩個緊密相連的核心環節。傳統模式下,二者往往被分割為獨立的工序,不僅效率低下,還容易因多次裝卸造成蜜桃APP免费观看損耗。而一體化連線方案,正以“無縫銜接、智能控製”的優勢,成為行業提質增效的關鍵突破口。

一、傳統模式的痛點
過去,燙金箔的分切與複卷通常由兩台獨立設備完成。水蜜桃一区二区三区將寬幅母卷切成若幹窄條後,需要人工卸下分切後的卷芯,再轉運至複卷機上進行收卷。這一過程中存在三大問題:
• 效率瓶頸:換卷、搬運、重新穿膜等輔助時間占比高達30%以上。
• 質量隱患:每多一次裝卸和啟停,就多一次劃傷、褶皺或端麵不齊的風險。
• 人工依賴:操作人員需頻繁幹預張力調整和糾偏,技能要求高且勞動強度大。
二、一體化連線方案的核心構成
一體化連線方案的核心思想是“一次穿膜,同步完成”。它將分切單元與複卷單元通過緩衝儲料架、閉環張力控製係統和同步運動控製整合為一條自動生產線。
1. 放卷單元:配備自動錐度張力控製和EPC(邊緣位置糾偏),確保大卷徑母卷在高速放卷時穩定不偏移。
2. 分切單元:采用圓刀或剃刀分切係統,刀架可獨立調整寬度,換單時間縮短至2-3分鍾。
3. 緩衝儲料架(儲料器):這是連線的關鍵。當分切單元連續出料時,儲料器可動態調節料帶長度,為後續換卷提供不停機接料的時間窗口。
4. 複卷單元:每個窄條對應獨立的收卷軸,配備數字式自動張力控製和滑差軸技術,確保不同寬度、不同直徑的卷芯都能獲得恒定且獨立的張力。
5. 集中控製係統:PLC通過現場總線同步驅動各個伺服電機,實現分切速度與複卷速度的自動匹配。

三、連線後的關鍵工藝控製
一體化不是簡單的設備拚接,而是對張力、線速度、糾偏的協同控製。
• 張力分區控製:放卷區保持大張力以解卷;分切區張力降低,避免刀口擠壓變形;複卷區根據每個窄卷的實時直徑獨立調節張力,防止內鬆外緊或端麵星形紋。
• 速度同步與緩衝:儲料器內的浮輥或光電傳感器實時檢測料帶下垂量或張力波動,PLC據此微調複卷電機轉速。當換卷時,儲料器釋放存儲的料帶,分切單元無需降速。
• 閉環糾偏與分切定位:分切前的超聲波糾偏傳感器保障切刀始終對準母卷標記線;複卷前每個窄條可配置單獨的導邊糾偏,保證端麵對齊度≤±0.5mm。
四、實際應用效益
某燙金箔企業引入一體化連線方案後,實測數據表明:
| 指標 | 傳統模式 | 一體化連線 | 提升 |
| 線速度 | 80-120m/min | 200-300m/min | 翻倍以上 |
| 換單時間 | 25-30分鍾 | 5-8分鍾 | 70%↓ |
| 蜜桃APP免费观看接頭次數 | 每卷2次 | 0次(無中間接頭) | 100%↓ |
| 操作人員 | 3人/線 | 1人/線 | 67%↓ |
| 成品端麵不良率 | 2.5%-3% | 0.3%-0.5% | 80%↓ |
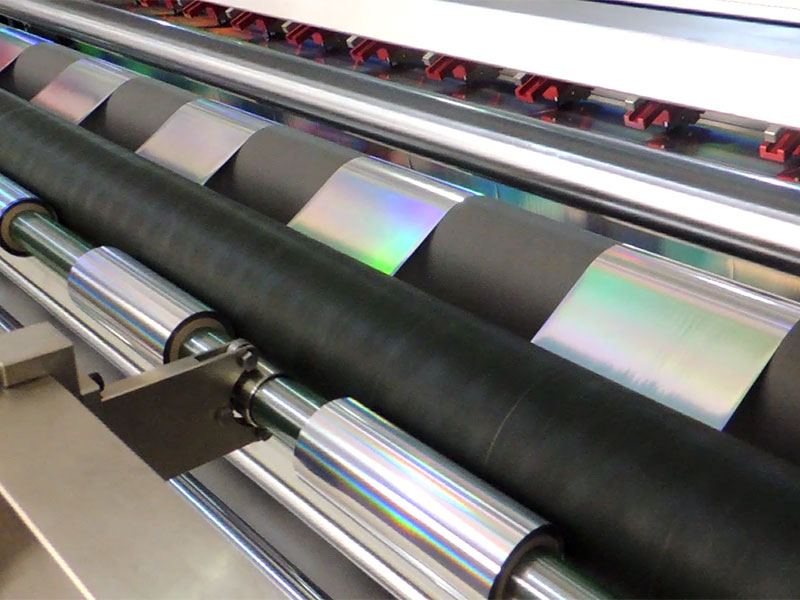
此外,由於減少了人工觸碰和地麵搬運,產品表麵針孔、劃傷等缺陷大幅降低,滿足高端燙金箔(如全息鐳射箔)的嚴苛表麵質量要求。

五、選型與實施建議
並非所有水蜜桃一区二区三区都適合直接連線。企業在規劃時需注意:
1. 蜜桃APP免费观看適配性:極薄(≤6μm)或高延展性燙金箔對張力波動敏感,必須選擇帶低慣量浮動輥的張力係統。
2. 空間布局:儲料器的長度決定了可不停機接料的時間。建議按最高速度下維持15-30秒不間斷出料來設計儲料架長度。
3. 自動化程度:後續可升級自動貼標簽、自動換卷芯、自動卸卷等模塊,實現從分切到包裝的全自動。
六、結語
從分切到複卷的一體化連線,本質上是用係統思維重構了燙金箔的後處理流程。它不再是設備的堆砌,而是張力控製、運動控製與信息控製的深度融合。對於追求高良率、低人工、柔性生產的企業而言,這不僅是設備的升級,更是一次生產模式的躍遷。在燙金箔競爭日趨激烈的當下,誰能率先打通“分切-複卷”一體化的任督二脈,誰就能在效率與品質的賽道上建立真正的護城河。


