 電容器薄膜水蜜桃一区二区三区
電容器薄膜水蜜桃一区二区三区 電容膜水蜜桃一区二区三区
電容膜水蜜桃一区二区三区 新能源超薄膜水蜜桃一区二区三区
新能源超薄膜水蜜桃一区二区三区 pet薄膜水蜜桃一区二区三区
pet薄膜水蜜桃一区二区三区 離型膜水蜜桃一区二区三区
離型膜水蜜桃一区二区三区 塑料薄膜水蜜桃一区二区三区
塑料薄膜水蜜桃一区二区三区服務熱線
180-5003-0233
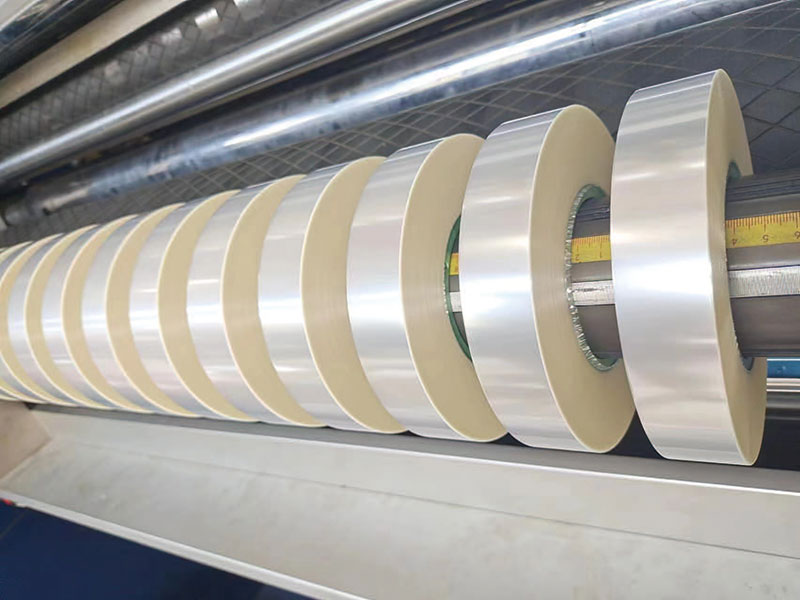
在薄膜加工行業,PET薄膜憑借其優異的機械性能、耐熱性和光學特性,廣泛應用於包裝、電子、光伏等領域。然而,在分切環節,一個看似細微卻影響深遠的問題長期困擾著生產企業——收卷不齊、端麵不平。這不僅影響產品外觀,更直接關係到下遊客戶的放卷效率和成品率。如何讓PET薄膜分切後的端麵如刀切般平整?答案就藏在水蜜桃一区二区三区的精度控製與工藝優化之中。
一、端麵不平的根源:不止是“切”的問題
許多操作人員誤以為端麵不平僅僅是切刀鋒利度不足所致。實際上,這是一個涉及張力、空氣、靜電、機械精度的綜合係統問題:
• 張力波動:收卷張力不均,導致膜層間鬆緊不一,邊緣自然參差不齊。
• 空氣卷入:高速運轉時,膜層間帶入過量空氣,造成滑移和端麵錯位。
• 靜電幹擾:PET薄膜易產生靜電,吸附灰塵並使膜層相互排斥,破壞整齊排列。
• 壓輥與收卷軸平行度偏差:哪怕0.1mm的偏斜,累積數百米後都會形成明顯的端麵“望遠鏡”現象。

二、技術升維:水蜜桃一区二区三区如何實現“端麵零缺陷”
現代高性能PET薄膜水蜜桃一区二区三区已從單純的速度提升轉向精密控製+智能補償的集成化設計。
1. 閉環張力控製:從“恒張力”到“錐度張力”
傳統水蜜桃一区二区三区采用恒張力控製,隨著卷徑增大,外層薄膜承受的應力反而增加,容易導致內鬆外緊。先進機型引入錐度張力控製,即收卷張力隨卷徑增大按設定曲線逐漸減小,配合高響應伺服電機與張力傳感器(如浮動輥或稱重式傳感器),確保每一層薄膜受力一致。對於PET薄膜(模量高、形變小),尤其需要精確的初始張力設定(通常為5–15N/m,視厚度而定)。
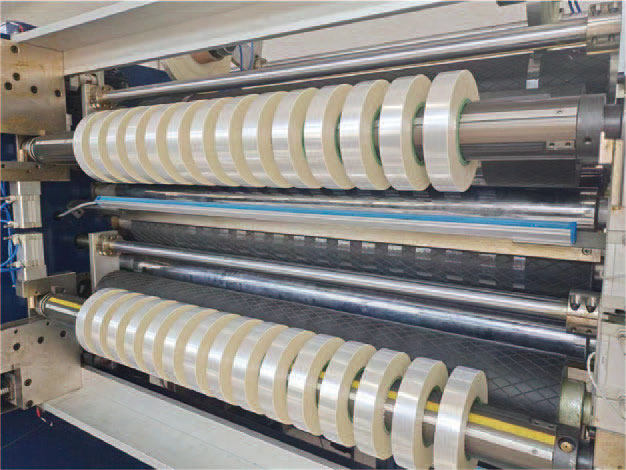
2. 壓輥智能壓緊與展平係統
為解決空氣卷入和滑移,高端水蜜桃一区二区三区采用背壓輥+橡膠壓緊輥的組合。壓輥的壓力可隨收卷直徑變化自動調節,並在壓輥表麵設計螺紋或弧形溝槽,有效導走層間空氣。同時,配備弧形舒展輥或指型展開器,在分切前消除薄膜原有的褶皺和波浪邊,從源頭上減少端麵起伏。
3. 靜電消除與清潔係統
在PET薄膜分切區域,安裝交流或脈衝型靜電消除棒,配合離子風嘴,實時中和薄膜表麵靜電。部分機型還集成非接觸式除塵裝置,通過高速氣流吸走邊緣碎屑,防止微小顆粒嵌入端麵。
4. 高剛性機械結構與數字調刀
水蜜桃一区二区三区的牆板、收卷臂采用加厚鑄件或鋼板焊接結構,經過時效處理與精密加工,確保長期運行不變形。切刀係統方麵,從手動調節升級為伺服驅動+數字定位,上下刀間隙可精確至0.01mm,且每把刀獨立調整,適應不同寬度和厚度的PET薄膜(12–250μm)。

三、實戰案例:端麵平整度從±2mm縮至±0.5mm
某光學膜塗布企業使用一台舊式水蜜桃一区二区三区分切50μm PET保護膜,端麵參差不齊達到±2mm,導致下遊模切工序頻繁停機。在升級為新型閉環張力水蜜桃一区二区三区後,采取了以下措施:
• 將收卷張力曲線從線性模式改為分段錐度模式(初始張力12N,末張力6N);
• 增加主動式弧形展平輥,轉速與薄膜速度同步;
• 安裝閉環靜電消除係統,表麵殘餘電壓從±8kV降至±50V。
最終端麵平整度穩定在±0.5mm以內,收卷硬度和端麵外觀接近原膜水平,客戶直通率提升18%。
四、日常維護:守住平整度的最後一道關
設備再好,缺乏保養也難以持久。以下是幾個關鍵點:
• 每班檢查切刀間隙:使用塞尺或激光對刀儀,上下刀重疊量控製在0.5–1.5mm(PET薄膜較硬,重疊量略大於PE膜)。
• 定期校準張力傳感器:每月用砝碼校驗,誤差不超過±1%。
• 清潔壓輥和展平輥:避免膠輥表麵粘連異物,導致局部壓力不均。
• 監測收卷軸跳動:用千分表檢測軸端跳動量,超過0.05mm需修整或更換。
五、展望未來:智能化閉環控製
隨著工業4.0技術在薄膜分切領域的滲透,新一代PET薄膜水蜜桃一区二区三区已經開始配備在線端麵視覺檢測係統:通過高速線陣相機實時捕捉收卷邊緣輪廓,一旦發現波浪邊或錯層,係統自動微調錐度張力、壓輥壓力或邊緣空氣吹掃強度,形成動態修正閉環。
可以預見,“收卷不齊”將成為曆史名詞。對於追求高品質PET薄膜產品的企業而言,投資於具備精密張力控製和智能補償的水蜜桃一区二区三区,不僅是解決端麵平整度的問題,更是打開高附加值市場(如光學膜、離型膜、新能源膠帶)的必備鑰匙。
結語
PET薄膜分切的端麵平整度,看似是“最後一厘米”的細節,卻折射出整條加工鏈的工藝水平。從張力控製到靜電消除,從機械剛到智能調節,每一步精進都在向“如鏡麵般平整的端麵”靠近。告別收卷不齊,不是靠經驗式的拆卷重切,而是依靠技術驅動的係統化解決方案。當每一卷薄膜的邊緣都像尺子一樣筆直時,企業的品質形象也將隨之挺立。


