

 電化鋁水蜜桃一区二区三区
電化鋁水蜜桃一区二区三区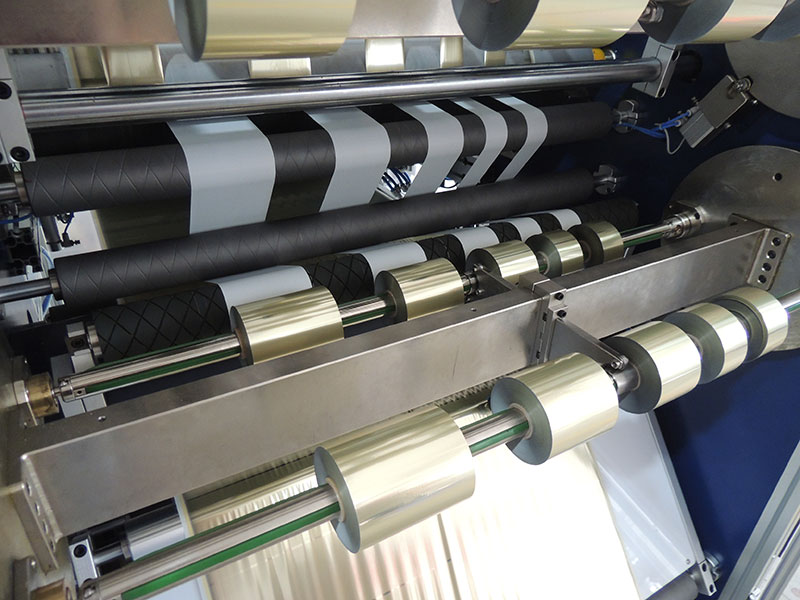 燙金紙水蜜桃一区二区三区
燙金紙水蜜桃一区二区三区 電化鋁燙印箔水蜜桃一区二区三区
電化鋁燙印箔水蜜桃一区二区三区 燙金膜水蜜桃一区二区三区
燙金膜水蜜桃一区二区三区 金箔水蜜桃一区二区三区 RSDS7-1350
金箔水蜜桃一区二区三区 RSDS7-1350服務熱線
180-5003-0233
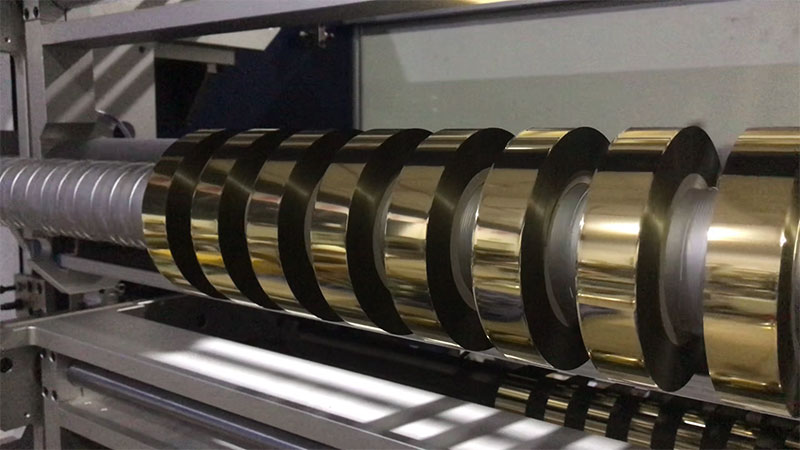
在燙金工藝中,超過60%的燙金質量問題,根源不在燙金機本身,而在上遊的分切環節。水蜜桃一区二区三区張力控製的好壞,直接決定了燙金箔卷的平整度、鬆緊度以及塗層的完整性。張力過大,箔材拉伸變形,燙印時圖案套不準;張力過小,收卷鬆弛出現“菊花紋”,上機時無法平穩送箔;張力波動,卷材上一圈緊一圈鬆,全是質量隱患。
本文將圍繞張力控製這一核心,從實操角度拆解告別毛邊與褶皺的係統性方案。

一、為什麽燙金箔對張力如此“敏感”?
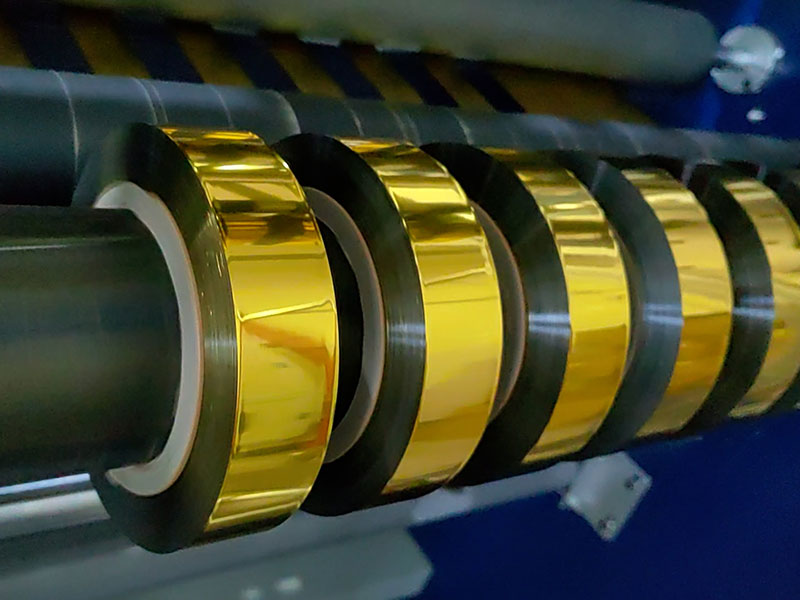
燙金箔(電化鋁)是一種多層複合結構,通常由PET基層、離型層、色層、鍍鋁層和膠粘層組成。這種結構決定了它的“嬌貴”:
• 易拉伸:PET基膜在張力過大時會產生彈性甚至塑性變形,燙金受熱後二次收縮,導致圖案位移。
• 塗層脆弱:各功能塗層極薄,過大張力或波動會導致微觀裂紋,影響轉移效果,甚至造成龜裂發黑。
• 邊緣敏感:分切後的箔卷邊緣若受力不均,極易產生卷邊或荷葉邊,造成燙印不實。
理解了這三點,就能明白張力控製不是簡單的“拉緊”,而是要建立一個動態平衡的微應力係統。

二、核心實操:四步打造零瑕疵張力體係
1. 收放卷必須采用“錐度張力”,告別恒張力陷阱
很多操作員習慣設定一個固定張力值,這是最大的誤區。分切過程中,卷徑在持續變化——放卷卷徑越來越小,收卷卷徑越來越大。如果使用恒張力,必然導致內緊外鬆或內鬆外緊。
實操方案:
• 放卷錐度:隨著卷徑減小,蜜桃APP免费观看重量減輕,製動力應相應減小。若不呈錐度下降,大卷底部的箔材會被過度拉伸。
• 收卷錐度:隨著卷徑增大,收卷張力應逐漸減小。這樣能避免內層蜜桃APP免费观看被外層收緊壓潰,確保整卷從芯部到外部的硬度一致。
經驗數據:收卷張力通常設為分切張力的80%~90%,起始張力可降低10%~15%來避免卷芯變形。
2. 加減速瞬間的動態補償:消除“衝擊波”
水蜜桃一区二区三区在啟動、升速、降速和停機的瞬間,是張力波動最劇烈的時候。如果控製係統沒有補償功能,速度變化帶來的慣性衝擊會直接作用在箔材上,導致塗層斷裂或邊緣拉絲。
實操方案:
選擇具備預加速補償和慣性補償功能的水蜜桃一区二区三区。在速度變化前,控製器預先調整輸出扭矩,抵消慣性衝擊,確保張力曲線保持平直。高端設備的張力調節響應時間應小於50ms,以適應高速分切。
3. 張力分區隔離:在分切刀處建立“中性區”
這是最容易忽視卻最關鍵的一環。分切刀處的蜜桃APP免费观看如果隨張力波動而抖動,刀刃就會像“鋸子”一樣切割,產生微觀鋸齒——這正是燙金毛邊的元凶。
實操方案:
現代高端水蜜桃一区二区三区通常設計多個張力控製區:放卷區、牽引區(分切刀前後)、收卷區。必須確保分切刀處的蜜桃APP免费观看處於“零張力波動”狀態,通過浮輥或張力傳感器實時反饋,將波動隔離在切割區域之外。
4. 收卷壓輥壓力聯動調節:排出空氣,端麵如鏡
薄型燙金箔收卷時極易卷入空氣,導致端麵不齊或“串卷”。壓輥壓力需與收卷張力聯動。
實操方案:
• 收卷初期:卷徑小,需較大接觸壓力排除空氣。
• 收卷後期:卷徑增大,接觸壓力應逐漸減小,防止端麵壓變形。
理想的收卷端麵應平整如鏡,這是燙金機高速平穩送箔的前提。

三、不同材質如何“對號入座”調整張力?
燙金箔材質多樣,不能一套參數打天下:
| 材質類型 | 推薦張力範圍 | 關鍵注意事項 |
| PET基材箔 | 2.5~4.0N/cm² | 抗拉強度高,可設較高張力確保切邊光滑 |
| 紙基箔 | 1.0~2.0N/cm² | 易拉伸變形,必須低張力並保持恒定 |
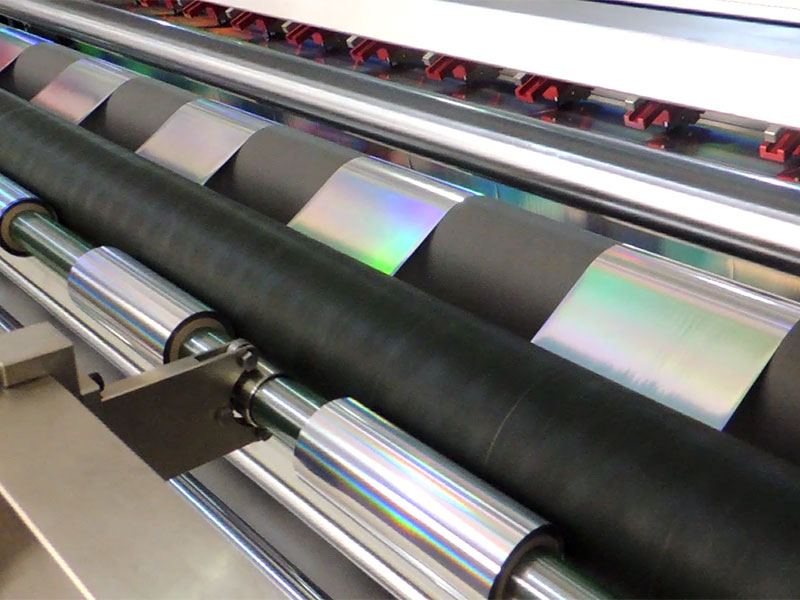
| 轉移箔/鐳射箔 | 1.5~2.5N/cm² | 對波動極為敏感,建議閉環控製 |
| 金屬質感箔 | 2.0~3.0N/cm² | 過高會導致塗層剝離 |
黃金法則:先以較低張力試切,觀察平整度,逐步增加至最佳值。收卷張力應略低於放卷張力約10%~15%。

四、張力問題導致的燙金缺陷速查表
| 燙金缺陷現象 | 根源在分切張力 |
| 燙金圖案“起泡”或“飛金” | 收卷過緊,塗層間粘連反粘,離型層提前破裂 |
| 燙金邊緣“毛刺”或“鋸齒” | 分切時箔帶在刀片處抖動,邊緣拉伸變形 |
| 燙金位置“套印不準” | 放卷張力過大,PET基層不可逆拉伸,受熱二次收縮 |
| 高速燙金時箔帶斷裂 | 收卷內緊外鬆,停機再啟動時層間滑動導致突然鬆出 |
五、配套行動清單
再好的張力方案,也離不開執行層麵的保障:
1. 建立刀片更換台賬:鈍刀是毛邊的頭號幫凶,90%的突發毛邊換刀即解決。高要求產品分切一定米數後即使看起來還行也要強製更換。
2. 控製環境溫濕度:建議溫度20~25℃,濕度50%~60%。幹燥環境易產生靜電,導致箔粉飛揚吸附在切邊。
3. 每日檢查導輥:確保導輥光滑無凹槽、無積塵,避免劃傷箔麵或間接引起毛邊。
張力控製是燙金箔分切的“靈魂”。掌握錐度控製、動態補償、分區隔離這三大核心,再根據不同材質靈活調整,毛邊與褶皺完全可以成為曆史。當收卷端麵平整如鏡、切口光滑無瑕時,燙金工序的良品率也就有了堅實的保障。


